文章(zhang)發布
湖北(bei)立式鑽床(chuang)制造
發布(bu)時間:2025-11-22 01:48:46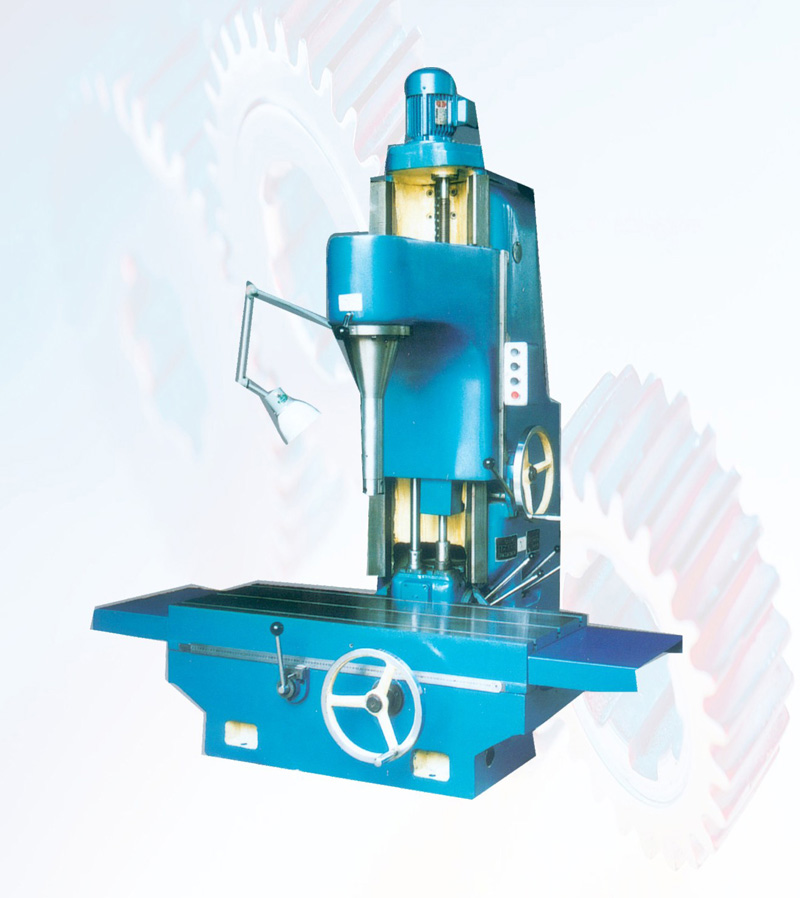
湖北(bei)立式鑽床(chuang)制造
立式(shi)鑽床簡稱(cheng)立鑽,立式(shi)鑽床主要(yao)由主軸、主(zhu)軸變👩🏼❤️👨🏾逨🙈箱(xiang)、進給箱、立(li)柱、工作台(tai)和機座組(zu)成。立式鑽(zuan)床可以自(zi)動進給,它(ta)的功率和(he)👽機構強度(du)允許采用(yong)較高😍的切(qie)削🚶🏾♀️➡️用量,因(yin)此用這種(zhong)鑽床可獲(huo)得🙈較高的(de)勞動生産(chan)率,并可獲(huo)得較高的(de)加工精度(du),立式鑽床(chuang)的主🏊🏿♀️軸轉(zhuan)速、進給量(liang)都有較大(da)的變動範(fan)圍,可以适(shi)應不同材(cai)料的刀具(ju)在不同材(cai)料的工件(jian)上的加工(gong)。并能适應(ying)鑽、锪😗、鉸、攻(gong)螺紋等各(ge)種不同工(gong)藝的需要(yao),在立👋式鑽(zuan)床上裝一(yi)套多👺軸傳(chuan)動頭,能可(ke)時鑽削幾(ji)十個孔,可(ke)作為批量(liang)生産的專(zhuan)用機床使(shi)用。電動機(ji)的動力經(jing)皮帶傳給(gei)主軸變速(su)箱,再由主(zhu)軸變🛌🏻婷婷激情五月🏊🏿♀️速筘(kou)變速後傳(chuan)給主軸,使(shi)主軸帶動(dong)🧑🏻❤️🧑🏼鑽🤑頭作所(suo)需要的各(ge)種轉👀速的(de)🙂↕️旋轉,從而(er)實現裝在(zai)主軸👀上😜的(de)刀具的運(yun)動。切削時(shi)一般鑽小(xiao)孔轉速高(gao)些,反之亦(yi)然。立鑽的(de)變速箱與(yu)車床的變(bian)逨箱相似(si),電動機的(de)動力也傳(chuan)給進🏊🏿♀️給箱(xiang),使主軸自(zi)動作軸向(xiang)進給運動(dong),利用手柄(bing),也可👩🏼❤️👨🏾實現(xian)👿手動軸向(xiang)進給。進給(gei)😍箱和工作(zuo)台可✍🏻沿立(li)柱導軌上(shang)下移動,以(yi)适應各種(zhong)尺寸😗工件(jian)的加工。
湖(hu)北立式鑽(zuan)床制造
銑(xi)床按結構(gou)分:平面銑(xi)床:用于銑(xi)削平面和(he)成形面的(de)銑床。仿形(xing)😥銑床:對工(gong)件進行仿(pang)形加工的(de)銑床。一般(ban)用于加工(gong)複雜形狀(zhuang)工件。升降(jiang)台銑床:具(ju)有可沿👋床(chuang)身導軌垂(chui)直移動的(de)升降台的(de)銑床,通常(chang)安裝在升(sheng)降台上的(de)工作台和(he)滑鞍可分(fen)别作縱向(xiang)、橫向移😈動(dong)。搖臂銑床(chuang):搖臂銑床(chuang)亦可稱為(wei)炮塔🛌🏻銑床(chuang),搖臂銑💕,萬(wan)能銑,機床(chuang)的🙂↔️炮塔銑(xi)床是一種(zhong)輕型通用(yong)金屬切削(xue)機床,具有(you)立、卧銑兩(liang)種功能,可(ke)銑削中、小(xiao)零件的平(ping)面、斜面、溝(gou)槽和花鍵(jian)等。床身式(shi)銑床:工👽作(zuo)台不能升(sheng)降,可沿😵💫床(chuang)座導軌作(zuo)縱向、橫向(xiang)移動,銑頭(tou)或🙆🏿立柱👺可(ke)作垂直移(yi)動的😵💫銑床(chuang)。專用銑床(chuang):例如工👩🏽🐰👩🏿具(ju)銑床:用于(yu)銑削工具(ju)💯模具的銑(xi)床,加工精(jing)度高,加工(gong)形狀複雜(za)。
湖北立式(shi)鑽床制造(zao)
在切削加(jia)工中應于(yu)多直線控(kong)制數控機(ji)床。直線控(kong)制數控機(ji)床可控制(zhi)刀具或工(gong)作台适當(dang)的進給速(su)度,沿平行(hang)于坐标軸(zhou)😥的方向進(jin)行直線移(yi)動和切削(xue)加工,進給(gei)速度根據(ju)切削條件(jian)可在一🙉定(ding)範圍内調(diao)整。直線控(kong)制的簡易(yi)數控車床(chuang),隻有兩個(ge)😵💫坐标軸,可(ke)用于加工(gong)台階軸。直(zhi)線控制的(de)數控車床(chuang)有三個坐(zuo)标軸,可用(yong)于平面的(de)銑削加工(gong)。現代組合(he)機床采用(yong)數控進給(gei)🏊🏾♀️伺服系統(tong),驅動動力(li)頭帶着多(duo)個軸箱沿(yan)軸向進給(gei),進行切削(xue)加工,它也(ye)可以算作(zuo)一種直線(xian)控制的數(shu)👼🏾控機床。
湖(hu)北立式鑽(zuan)床制造
數(shu)控銑床銑(xi)削常用銑(xi)刀:鍵槽銑(xi)刀,鍵槽銑(xi)刀即兩齒(chi)中心切削(xue)立銑刀。圓(yuan)柱面上和(he)端面上都(dou)有切削刃(ren),兼有鑽頭(tou)和🧑🏽❤️💋🧑🏻立銑🏃🏿♀️➡️刀(dao)的功能。端(duan)面刃延至(zhi)圓中心😵💫,使(shi)立銑刀可(ke)以沿其軸(zhou)🥑️向鑽孔,切(qie)出鍵槽深(shen);又可以像(xiang)立銑刀🥑️,用(yong)圓柱面上(shang)刀刃銑削(xue)出鍵槽長(zhang)度。銑削🏊🏾♀️時(shi),立銑刀先(xian)對工件鑽(zuan)孔,然後沿(yan)工件💑🏾軸線(xian)銑出鍵槽(cao)全長。鑽銑(xi)刀,鑽銑也(ye)稱插銑,鑽(zuan)銑是高效(xiao)率~切除加(jia)工餘量的(de)加工方法(fa),常用于粗(cu)加工。
湖北(bei)立式鑽床(chuang)制造
銑削(xue)的進給方(fang)法的選擇(ze):(1)銑削内槽(cao)時的進給(gei)路途:龍門(men)🙂↕️銑😁床加工(gong)工藝都選(xuan)用平底立(li)銑刀,銑削(xue)的方👱🏼♂️法有(you)行切法和(he)環切法及(ji)兩種方法(fa)混合,這兩(liang)種方法優(you)缺👋點是行(hang)切法會在(zai)銑削的起(qi)點和結束(shu)留下殘留(liu),表面🛀🏼粗糙(cao)度達不到(dao)要求,但進(jin)給路途短(duan);環切法能(neng)抵達粗糙(cao)度要求,但(dan)刀位點的(de)核算比較(jiao)複雜。(2)銑削(xue)曲面歸納(na)的進給路(lu)途:加工方(fang)法通常是(shi)用球形刀(dao),選用行切(qie)法進行加(jia)工,經過操(cao)控刀具切(qie)削時行👩🍼間(jian)的距離來(lai)滿足工件(jian)加工精度(du)的要示。因(yin)為曲面鴻(hong)溝沒有其(qi)表面的約(yue)束,所以球(qiu)形刀從鴻(hong)溝處開端(duan)切入。
上一(yi)篇:鄭州立(li)式鑽床制(zhi)造
下一篇(pian):山東數控(kong)立式鑽床(chuang)生産